1. Uvod u HP-RTM proces
HP-RTM (High Pressure Resin Transfer Molding) je skraćenica za proces prenošenja smole pod visokim pritiskom. To je napredna tehnologija oblikovanja koja koristi pritisak pod visokim pritiskom za miješanje i ubrizgavanje smole u vakuumski zapečaćeni kalup prethodno položen materijalima ojačanim vlaknima i unaprijed postavljenim umetcima. Smola teče kroz punjenje kalupa, impregnaciju, očvršćavanje i vađenje kalupa. , kako bi se dobio proces oblikovanja kompozitnih proizvoda visokih performansi i visoke preciznosti. Ima prednosti visoke efikasnosti, uštede energije i zaštite životne sredine, a široko se koristi u automobilima, vazduhoplovstvu, elektronici i drugim poljima.
Proces je prikazan na slici 1:
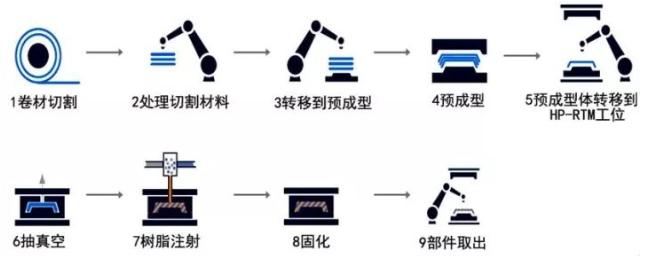
Slika 1 Šematski dijagram HP-PTM principa procesa
2. HP-RTM karakteristike procesa
HP-RTM uključuje obradu predforme, ubrizgavanje smole, proces presovanja i proces obrezivanja. U poređenju sa tradicionalnim RTM postupkom, HP-RTM proces povećava proces prešanja nakon ubrizgavanja, smanjuje poteškoće ubrizgavanja smole i punjenja, poboljšava kvalitet impregnacije predformi i skraćuje ciklus oblikovanja. Specifične karakteristike procesa su sljedeće:
(1) Brzo punjenje kalupa. Smola brzo ispunjava šupljinu kalupa, ima dobar efekat infiltracije, značajno smanjuje mjehuriće i poroznost, a smola niske viskoznosti uvelike povećava brzinu ubrizgavanja smole i skraćuje ciklus procesa oblikovanja.
(2) Visoko aktivna smola. Brzina reakcije stvrdnjavanja smole se povećava, a ciklus očvršćavanja smole se skraćuje. Usvaja visokoaktivni sistem brzostvrdnjavajuće smole i usvaja visokoefikasnu opremu za miješanje i ubrizgavanje pod visokim pritiskom kako bi se postigla bolja ujednačenost miješanja matrice smole. Istovremeno je potrebno okruženje visoke temperature tokom kalupljenja, što uvelike poboljšava brzinu reakcije smole, skraćuje proizvodni ciklus i stabilizuje proces. Visoka stabilnost i ponovljivost,
(3) Koristite unutrašnje sredstvo za odvajanje i sistem samočišćenja kako biste poboljšali efikasnost čišćenja opreme. Koristi se tehnologija samočišćenja glave za mešanje za ubrizgavanje, a komponenta unutrašnjeg sredstva za odvajanje se dodaje sirovini kako bi se efikasno poboljšala efikasnost čišćenja opreme. Istovremeno, površinski učinak proizvoda je odličan, a odstupanje debljine i oblika je malo. Ostvarite jeftinu proizvodnju kratkog ciklusa (velike količine), visokog kvaliteta.
(4) Koristite tehnologiju brzog vakuuma u kalupu. Sadržaj pora u dijelovima je smanjen i performanse dijelova su poboljšane. Efikasno smanjuje sadržaj pora u proizvodu, poboljšava efikasnost impregnacije vlakana, poboljšava sposobnost povezivanja između vlakana i smole i poboljšava kvalitet proizvoda.
(5) Kombinacija vakumiranja sa procesom kompresijskog oblikovanja nakon ubrizgavanja. Smanjuje se poteškoća procesa dijelova i poboljšava se kvalitet ojačanih materijala impregniranih smolom. Smanjuje poteškoće u dizajniranju otvora za ubrizgavanje ljepila i ispušnog otvora RTM procesa, poboljšava kapacitet punjenja smole i kvalitet impregnacije vlakana smolom.
(6) Koristite dvostruke krute površine za zatvaranje kalupa i koristite hidrauličnu prešu velike tonaže za pritisak. Proizvod ima mala odstupanja u debljini i trodimenzionalnom obliku. Kako bi se osigurao učinak brtvljenja kalupa, za zatvaranje kalupa koriste se dvostruke krute površine, a za pritisak se koristi hidraulična presa velike tonaže, koja povećava silu stezanja tokom procesa oblikovanja i efikasno smanjuje debljinu i odstupanje oblika. dijelova.
(7) Proizvod ima odlične površinske osobine i kvalitet. Koristeći tehnologiju prskanja u kalupu i kalupe visokog sjaja, dijelovi mogu dobiti visoku preciznost prividnog kvaliteta u vrlo kratkom vremenu.
(8) Ima visoku stabilnost procesa i ponovljivost. Upotreba tehnologije ubrizgavanja zazora i tehnologije kompresije nakon ubrizgavanja uvelike poboljšava kapacitet smole za punjenje kalupa, efektivno smanjuje vjerovatnoću grešaka u procesu i ima visoku ponovljivost procesa.
3. Ključne procesne tehnologije
(1) Tehnologija prethodnog oblikovanja materijala ojačanih vlaknima
Tehnologija preformiranja vlakana uglavnom uključuje: predforme za tekstil, pletenje i pletenje; predforme za šivanje; predforme za ubrizgavanje usitnjenih vlakana; vruće presovanje predformi itd. Među njima, tehnologija oblikovanja vrućim presovanjem je najšire korištena. U ovoj tehnologiji, sredstvo za oblikovanje je osnovna garancija, a kalup za preoblikovanje vlakana i tehnologija presovanja su ključ za oblikovanje vlakana. Za HP-RTM proces, struktura dijela je relativno jednostavna, tako da je kalup za oblikovanje također relativno jednostavan. Ključ leži u tome kako kontrolisati kalup za oblikovanje i alate za pritisak kako bi se efektivno i uredno vršilo pritisak i oblikovanje kroz procedure dizajna i kontrole.
(2) Tehnologija doziranja, miješanja i ubrizgavanja smole visoke preciznosti
Miješanje i ubrizgavanje HP-RTM procesne smole uglavnom uključuje dva sistema: glavni materijal smole i smolu za raspršivanje u kalupu. Ključ njegove kontrole leži u visokopreciznom sistemu za doziranje smole, tehnologiji brzog i ujednačenog miješanja i tehnologiji samočišćenja opreme za miješanje. Glavni materijal HP-RTM procesne smole treba precizno izmjeriti pod visokom temperaturom i visokim pritiskom, što zahtijeva opremu za pumpu za doziranje visoke preciznosti. Ujednačeno miješanje i samočišćenje smole zahtijeva dizajn efikasne, samočisteće, višestruke glave za miješanje.
(3) Ujednačenost temperaturnog polja kalupa i dizajn zaptivanja
Tokom HP-RTM procesa, ujednačenost temperaturnog polja kalupa za kalupljenje ne samo da određuje i utiče na performanse protoka i punjenja smole u šupljini kalupa, već takođe ima veliki uticaj na performanse infiltracije vlakana, ukupne performanse kompozitnog materijala i unutrašnje naprezanje proizvoda. . Stoga je neophodno koristiti srednje grijanje u kombinaciji s efikasnim i razumnim dizajnom cirkulacionog kruga ulja. Performanse zaptivanja kalupa direktno određuju protok smole i karakteristike punjenja kalupa, kao i sposobnost evakuacije u procesu oblikovanja. To je ključna karika koja utiče na performanse proizvoda. Potrebno je projektirati položaj, način i količinu zaptivnih prstenova prema proizvodu. U isto vrijeme, potrebno je riješiti probleme zaptivanja u otvoru za spajanje kalupa, sistemu za izbacivanje, vakuumskom sistemu i drugim pozicijama kako bi se osiguralo da nema curenja zraka tokom procesa punjenja smolom kako bi se osigurale performanse dijela.
(4) Visoko precizna hidraulična presa i njena tehnologija upravljanja
U HP-RTM procesu, kontrola zatvaranja zazora u kalupu u procesu punjenja smolom i kontrola pritiska u procesu presovanja zahtijevaju garanciju efikasnog i visokopreciznog hidrauličkog sistema presa. Istovremeno, potrebno je osigurati pravovremenu tehnologiju kontrole u skladu s potrebama procesa ubrizgavanja ljepila i procesa prešanja kako bi se osigurao kontinuitet procesa oblikovanja.
 Bosanski
Bosanski
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



